
Новые подходы к разработке учебной техники на примере Учебно-исследовательского прокатного стана ДУО-130
В современных условиях приоритетом развития профессиональных общеобразовательных структур является подготовка кадров с новыми (в том числе цифровыми) компетенциями, способными эксплуатировать существующие и перспективные производственные комплексы.
Примером создания аналогичных по схематическому решению (сочетание цифровых и физических двойников) являются следующие образцы учебной техники НПП «Учтех Профи» :
- Рабочие процессы механических передач;
- Термодинамические циклы поршневых машин;
- Криогенная и холодильная техника;
- Автоматизированный тепловой пункт;
- Автоматизированная система отопления;
- Раздел «Электрооборудование и автоматика промышленных механизмов (13 учебно-исследовательских комплексов);
- Радиолокационные станции обнаружения подвижных объектов на базе АФАР;
- Модель тепловой электростанции с автоматической системой управления;
- Интеллектуальные электрические сети;
- Интерактивный макет устройства и схемотехники атомной электростанции;
- Автоматика насосных станций;
- Системы управления и автоматизации;
- Системы автоматизации промышленные сети;
- Автоматизированные линии;
- Мехатронные линии (модули);
- Комплексы на базе промышленных роботов (Пример: KUKA);
- Искусственный интеллект, машинное обучение и нейронные сети (8 комплексов);
- Тренажёры-эмуляторы «Металлургическое оборудование» (11 комплексов);
- Малоамперный дуговой тренажёр сварки МДТС;
- Малоамперный дуговой тренажёр сварки ДТС-К;
- Автоматизированная линия дозирования и упаковки жидкости;
- Электрооборудование и электроника электромобиля;
- Симуляторы-тренажёры «Железнодорожный транспорт и путевое хозяйство» (38 наименований);
- Тренажёры имитаторы технологических процессов «Нефть и газ» (12 наименований);
- Тренажёры «Авиация и БПЛА» (76 наименований);
- Краны, экскаваторы и подъемно-погрузочное оборудование;
Системы автоматизации и сбора данных, реализованных на современном поколении учебной техники, позволяют не только проводить основные учебные лабораторные работы, но и выполнять научно-исследовательские работы по изучению схемотехнических и технических процессов.
Рассмотрим особенности подхода к созданию нового поколения учебной техники, на примере Автоматизированного лабораторного прокатного стана ДУО-130 (направление – Металлургия. Оборудование и технологии).
Прокатный стан предназначен для проведения лабораторных и научно-исследовательских работ. В статье дано подробное описание конструктивных особенностей изготавливаемого оборудования. Отличительными особенностями данного лабораторного стана являются: небольшие габариты при сохранении классического построения главной линии прокатной клети. Система автоматизации стана и система сбора данных позволяет не только измерять и фиксировать усилие прокатки, скорость прокатки и зазор между валками, но и выводить технологические параметры процесса в виде графиков и диаграмм на сенсорный экран пульта управления. В статье приведены примеры использования колледжами и высшими учебными заведениями прокатного стана в образовательном процессе при подготовке специалистов в области металлургии.
Конструкционные особенности учебно- исследовательского прокатного стана
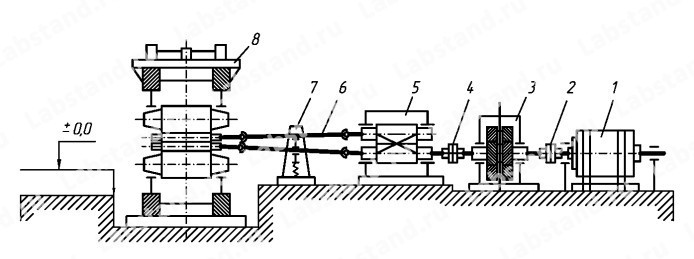
Рис. 1. Главная линия прокатной клети:
1–электродвигатель;
2–моторная муфта;
3–редуктор;
4–коренная муфта;
5–шестеренная клеть;
6–шпиндели;
7–уравновешивание шпинделей;
8–рабочая клеть
Существует три основных способа прокатки: продольная, поперечная и винтовая. Поперечная и винтовая прокатка используются для обработки тел вращения, таких как трубы, колеса шары поэтому они значительно менее распространены, по сравнению с продольной прокаткой. Продольной прокаткой получают листовой и сортовой прокат. Поэтому для разработки лабораторного прокатного стана выбран продольный способ прокатки. При продольной прокатке деформация заготовки происходит между вращающимися в противоположных направлениях валками.
Валки – это рабочий инструмент для прокатки металлов. Для прокатки листового проката применяется валок так называемая «гладкая бочка», который представляет из себя цилиндр различных диаметров и определенной длины, причем длина валка в листовых станах выносится в его название, например, «стан 2000» – длина бочки 2000 мм. При сортовой прокатке определяющим является диаметр валка. Для осуществления сортовой прокатки на валки нарезаются ручьи, которые при сведении валков образуют калибры. Калибры необходимы для формирования требуемого профиля проката, например, квадрат, круг, прямоугольник и т.д. Каждый валок представляет собой цилиндр, изготовленный из прочного чугуна или стали. Рабочий поверхностный слой валков может дополнительно быть упрочнен такими методами как закалка ТВЧ, наплавка износостойкого сплава различными методами и т.п.
В качестве инструмента для прокатки в разработанном стане ДУО-130 применяются комбинированные валки (рис. 2), сочетающие в себе одновременно и гладкий и калиброванный валок, что позволяется избегать перевалки валков, которая требует определенного времени и не всегда возможно при реализации учебного процесса. ДУО, как известно указывает на то, что клеть двухвалковая, а величина «130» в данном случае говорит о диаметре валка. Длина бочки валка составляет 160 мм. Нужно отметить, что возможность применения двух пар валков, а именного отдельно «гладкой бочки» и калиброванных, предусмотрена разработчиками и желанию заказчика может ими комплектоваться.
Твердость поверхности прокатных валков составляет около 40 HRC. На сортовых валках нарезаны калибры (рис. 3), которые позволяют получить готовый круглый прокат диаметром 6 мм, а также изучить особенности проектирования калибровок.

Рис. 2. Универсальный прокатный валок
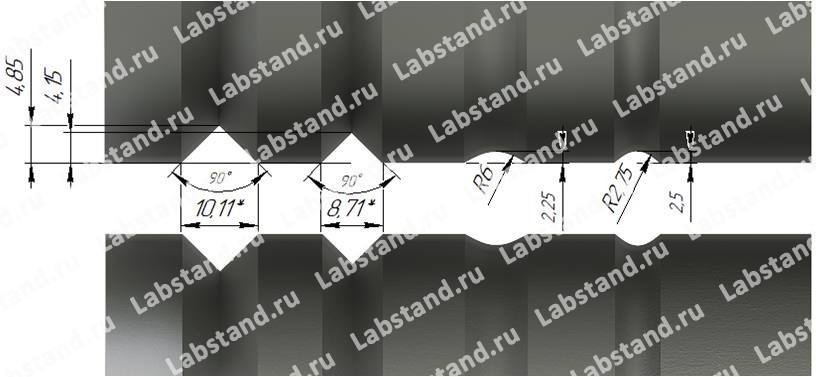
Рис. 3. Калибры, образованные универсальными валками
Универсальные валки 1 размещаются в подушках 2 посредством подшипников (рис. 4). Уравновешивающее устройство позволяет прижимать верхний валок к нажимным винтам 3. В качестве нажимных устройств использованы нажимной винт 3 с шаговым двигателем 4. Шестерни 5 входят в зацепление и равномерно опускают или поднимают верхний валок. Перемещение валка определяется с помощью энкодера 6, установленном на шаговом двигателе 4. Для определения усилия прокатки между нажимным винтом и подушкой установлена месдоза 7 типа шайба с максимальным давлением 35 кН.

Рис. 4. Прокатная клеть стана ДУО-130
Подушки 2 с валками 1 размещаются в станине 8 (рис. 5). Для передачи крутящего момента от шестеренной клети 9 к валкам 1 применяются шпиндели универсального типа 10. Применение такого типа шпинделей позволяет поднимать верхний волок с углом до 12º.
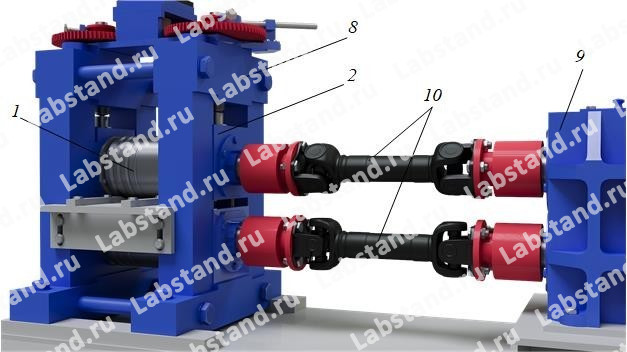
Рис. 5. Универсальные шпиндели, передающие крутящий момент прокатным валкам
Для раздачи крутящего момента от мотор-редуктора 11 к шпинделям 10 применена шестеренная клеть 9 с передаточным число равным 1 (рис. 6). Прокатные валки приводятся в движение от мотор-редуктора с асинхронным двигателем мощностью 5,5 кВт со скоростью вращения до 950 об/мин, который соединяется с шестеренной клетью 9 посредством муфты 12. Энкодер инкрементальный 13 позволяет измерять скорость прокатки.
Для удобства задачи заготовки и приема готового проката на стане использованы задающий и приемный столы 14 с передвигаемой по столу проводковой арматурой.

Рис. 6. Главная линия прокатной клети
Стан представленной конструкции позволяет осуществлять прокатку с усилием не более 60 кН. Максимально допустимый момент прокатки 710 Нм. Скорость прокатки до 0,3 м/с.
В качестве заготовки для проведения лабораторных работ рекомендуется использовать свинец или олово. Для моделирования листовой прокатки заготовки типа «сляб» шириной от 30 до 50 мм и толщиной от 8 до 15 мм. Для моделирования сортовой прокатки круглая литая заготовка диаметром 9 мм или заготовка типа «блюм» размером 10×10 мм. Для отливки требуемых заготовок в комплекте со станом предусмотрены изложницы указанных типоразмеров.
Автоматизация прокатного стана
Для управления станом, сбора и обработки информации в состав стана входит пульт управления (рис. 7) и шкаф автоматики.
Для автоматизации стана используется следующее оборудование: тензодатчики, для измерения усилия прокатки, энкодер инкрементальный для измерения реальной скорости асинхронного электродвигателя, энкодер шагового двигателя для определения перемещения верхнего валка и установки зазора между валками, преобразователь частоты для регулирования скорости асинхронного двигателя, программируемый логический контроллер (ПЛК) для централизованного управления, сбора и обработки технологических параметров процесса. Два тензодатчика установлены на подушках верхнего валка под нажимными винтами. Они позволяют определить усилия прокатки. Установка двух датчиков объясняется тем, что необходимо усреднять измерения, так как прокатка происходит не по центру валков.
Управление двигателем осуществляется преобразователем частоты с векторным управлением с обратной связью по скорости. В качестве датчика скорости используется инкрементальный оптический энкодер, установленный на валу двигателя. Преобразователь частоты установлен в шкафу управления станом. Сигналы задания на него поступают с программируемого логического контроллера (ПЛК). На контроллер поступают сигналы с тензодатчиков через весовые преобразователи. ПЛК связывается с компьютером и передает информацию о всех технологических переменных процесса в программное обеспечение.

Рис. 7. Пуль управления прокатным станом
Человеко-машинный интерфейс позволяет оператору управлять процессом через пульт управления. На лицевой панели пульта (см. рис. 7) располагаются сенсорный экран, кнопки управления, ручки регулировки скорости и сигнальные лампы. На сенсорном мониторе посредством специального программного обеспечения отображаются основные параметры процесса: общее усилие прокатки, скорость прокатки, зазор между валками. Сигнальные лампы на лицевой панели разделены на два логических блока: лампы питания стана и лампы состояния. В блок питания входят лампы: сеть, питание пульта и питание шкафа. К лампам состояния относятся: связь, критическая нагрузка и авария. Блок управления питанием включается в себя ключ-бирку для блокировки стана и кнопки включения/выключения стана. Блок управления приводом включает в себя кнопки пуска и останова привода валков стана. Скорость вращения валков изменяется ручкой регулировки. Кнопка аварийного отключения мгновенно останавливает привод стана. Таким образом, система автоматизации позволяет осуществлять управление станом путем изменения скорости вращения валков, а система сбора данных фиксировать посредством месдоз усилие прокатки. На экран сенсорного монитора выводится информация о технологических режимах прокатки, введенная оператором стана и энергосиловые характеристики, полученные с датчиков, установленных на стане.
Применение прокатного стана в образовательном процессе
В 2017 году первые экземпляры станов, изготовленных по данному проекту, были приобретены учебными заведениями России и стран СНГ, а именно технопарком «Университетский» (г. Екатеринбург), технопарком Навоийского государственного горного института (г. Навои, Узбекистан), Челябинским государственным промышленно- гуманитарным техникумом им. А.В. Яковлева.
В 2018 году стан был представлен на международной промышленной выставке «ИННОПРОМ» в выставочном комплексе «Екатеринбург-ЭКСПО».
В 2022 году Волжский трубопрокатный завод (входит в состав Трубной Металлургической Компании – ТМК) выступил спонсором покупки прокатного стана ДУО-130 (рис. 8) для кафедры «Технология и оборудование машиностроительных производств» Волжского политехнического института.

Рис.8. Прокатный стан ДУО-130 в Волжском политехническом институте
В 2022 году в рамках проекта «Профессионалитет» Магнитогорский государственный технический университет им. Г.И. Носова приобрел стан (рис. 9) для образовательного процесса в колледже, который входит в его состав и готовит кадры для Магнитогорского металлургического комбината. Одновременно с этим, также в рамках проекта «Профессионалитет», в эксплуатацию был запущен прокатный стан в Липецком металлургическом колледже (рис. 10). Учебно-исследовательский прокатный стан ДУО-130 сопровождается методическими указаниями для выполнения следующих лабораторных работ: «Устройство и принцип работы прокатного стана ДУО-130», «Уравнение постоянства объема и коэффициенты деформации при прокатке»,
«Уширение при прокатке», «Опережение при прокатке», «Условие захвата металла валками и определение коэффициента трения», «Исследование силовых условий при про- катке в валках с гладкой бочкой» и «Сортовая прокатка».

Рис. 9. Прокатный стан ДУО-130 в МГТУ им. Г.И. Носова (г. Магнитогорск)
Примером создания аналогичных по схематическому решению (сочетание цифровых и физических двойников) являются следующие образцы учебной техники НПП «Учтех Профи» :

Рис. 10. Прокатный стан ДУО-130 в Липецком металлургическом колледже
Заключение
Разработанный и изготовленный прокатный стан ДУО- 130 предназначен для проведения лабораторных и научно-исследовательских работ. Конструкция стана простота и позволяет задействовать его в образовательных учреждениях разного уровня, поскольку его эксплуатация не требует специальных навыков. Вместе с тем он сохранил в своей конструкции классическое расположение оборудования в главной линии прокатной клети характерное для промышленных прокатных станов различного назначения, что очень ценно для учебного процесса. Система автоматизации и сбора данных, реализованная на стане, позволяет не только проводить основные лабораторные работы по таким дисциплинам, как «Обработка металлов давление»,
«Технологические основы прокатки», «Теория обработки металлов давлением» и др., но и выполнять научно- исследовательские работы по изучению особенностей пластической деформации новых видов сталей и сплавов.
Перепечатано с разрешения журнала МАШИНОСТРОЕНИЕ: СЕТЕВОЙ ЭЛЕКТРОННЫЙ НАУЧНЫЙ ЖУРНАЛ
Ссылка для цитирования: Учебно-исследовательский прокатный стан ДУО-130 / Л. В. Радионова, Р. А. Лисовский, С. Р. Фаизов [и др.] // Машиностроение: сетевой электронный научный журнал. – 2023. – Т. 10, № 1. – С. 61-66. – DOI 10.24892/RIJIE/20230112. – EDN OSVHAE.
Контакты для связи:
e-mail: info@labstand.ru
Тел.: 8-351-729-90-11